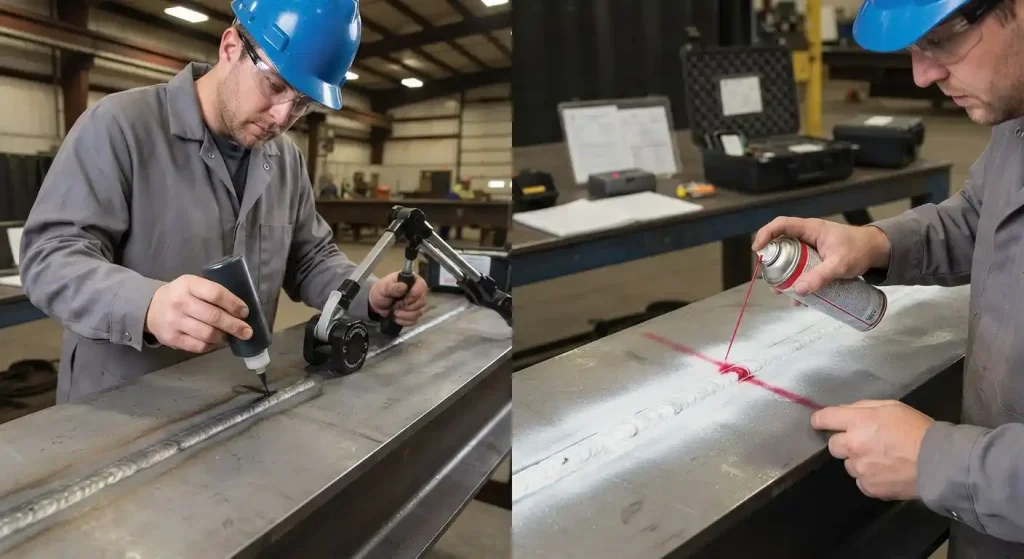
اگرچه تست رادیوگرافی (RT) تصویر دو بعدی فیلممانندی از عیوب ارائه میدهد، اما تست اولتراسونیک (UT) در سازههای صنعتی سنگین ترجیح داده میشود؛
زیرا اولاً تست UT هیچگونه خطرات پرتوهای رادیواکتیو برای پرسنل کارخانه ندارد و نیازی به تخلیه کارگاه نیست.
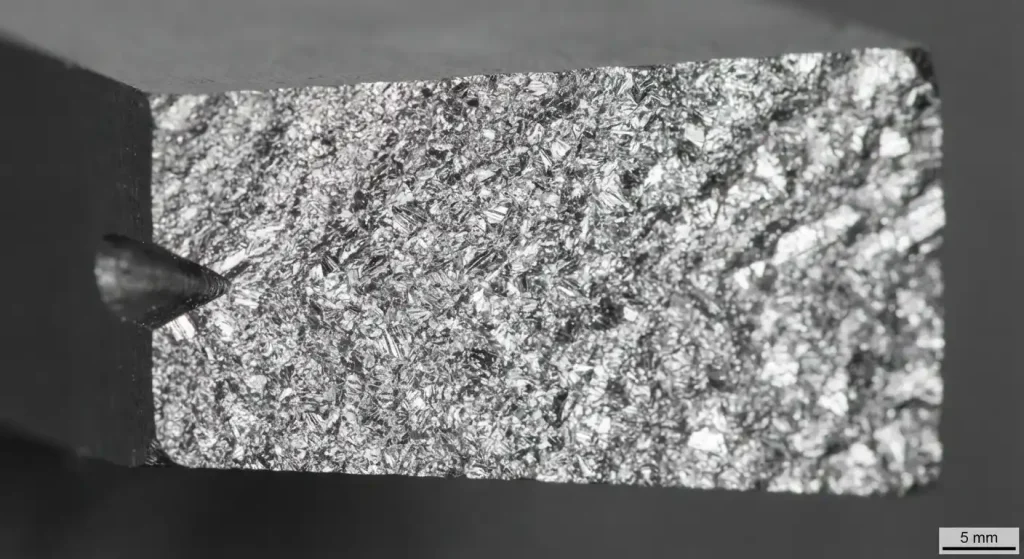
ثانیاً، تست UT قدرت فوقالعاده بالایی در کشف عیوب دو بعدی خطرناک مانند ترکهای صفحه ای (Planar Defects) و ذوب ناقص بینلایهای دارد و عمق دقیق عیب را در ورقهای ضخیم نشان میدهد، در حالی که RT ممکن است در زوایای خاص این عیوب را رد کند.